Roll Forming vs. Press Bending: A Comparative Analysis of Two Distinct Metal Forming Processes
Roll forming and press bending are fundamentally different plastic forming processes in metal fabrication, exhibiting significant variations in principle, equipment, application scenarios, and product characteristics. The following analysis contrasts them across five key dimensions:
1. Process Principle & Deformation Mechanism
-
Roll Forming:
-
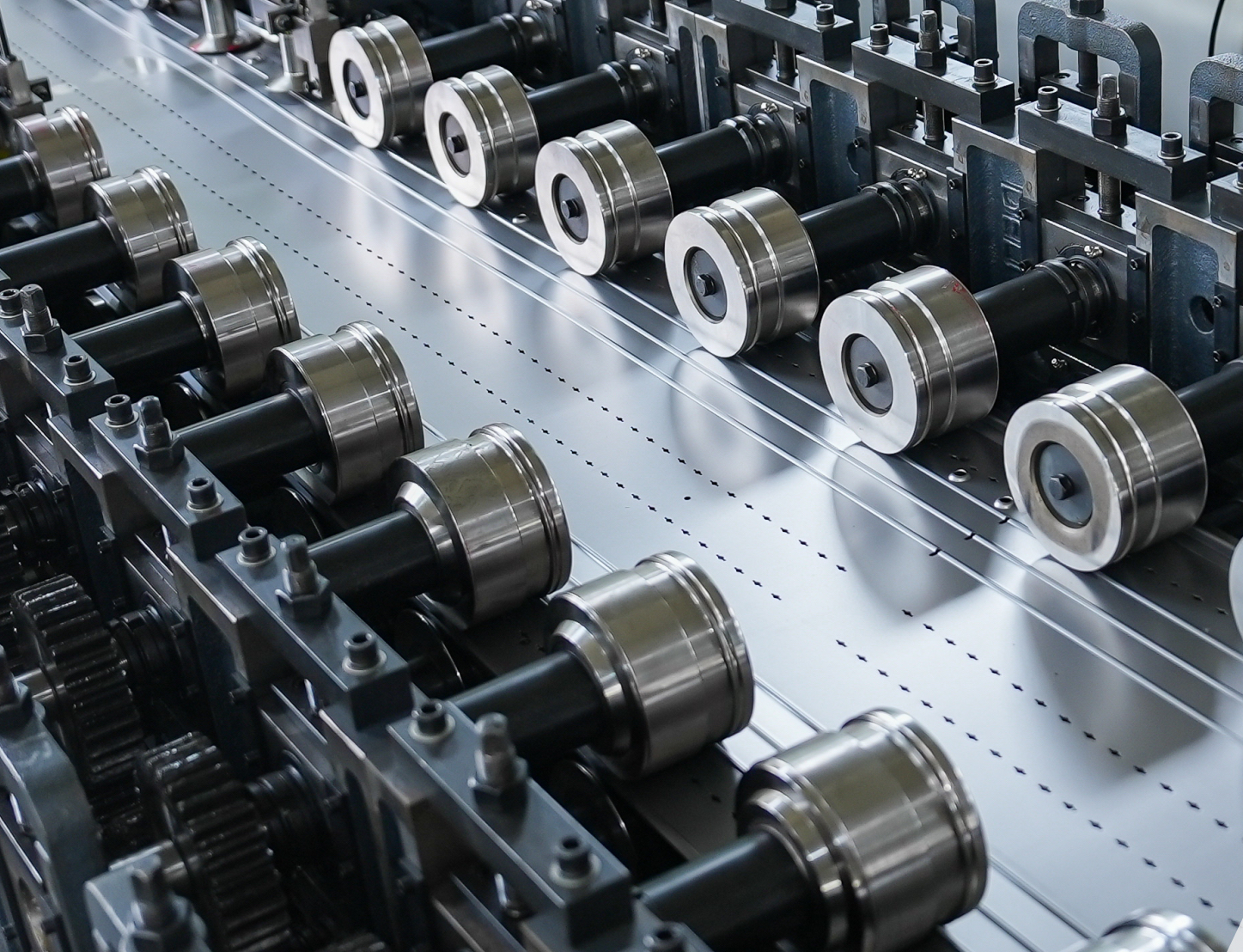
Continuous Progressive Bending: Metal strip (coil stock) passes through multiple sets of forming rolls (typically 10-25 sets). Each roll set applies a small incremental bend, gradually accumulating into a complex cross-sectional profile (e.g., C/Z purlins, roof cladding).
-
Low-Stress Deformation: Deformation is distributed across multiple stages, resulting in uniform internal stress, controlled edge elongation, and reduced risk of cracking.
-
-
Press Bending:
-
Concentrated Force, Single-Stroke Forming: A press drives matched dies (punch/die) to apply instantaneous high pressure onto a sheet or section, causing localized bending in a single action (e.g., V-bends, U-channels).
-
High Stress Concentration: Concentrated stress in the deformation zone increases susceptibility to springback or cracking, particularly in brittle materials (e.g., high-carbon steel).
-
2. Equipment & Production Mode
| Characteristic | Roll Forming | Press Bending |
|---|---|---|
| Equipment Structure | Multi-roll continuous line (incl. decoiler, leveler, forming, cut-off units) | Hydraulic/mechanical press + dedicated dies |
| Production Speed | High-speed, continuous (20-40 m/min); Suited for high volume | Single-piece, intermittent (1-10 pieces/min); Suited for low/medium volume |
| Flexibility | Tooling change requires replacing the entire roll set; Long setup time | Quick adaptation to new shapes via die change |
| Typical Case | Automotive rails, building purlins (length >10m) | Electrical brackets, cabinet panels (length <3m) |
Note: Roll forming roll design requires precise calculation of the “critical bending angle” and deformation zone length to avoid edge buckling. Press bending requires pre-compensation for springback angle (e.g., 5°-15° for aluminum alloys).
3. Material & Product Suitability
-
Roll Forming Advantages:
-
Complex Sections from Thin Stock: Excels with thin sheet (0.4-3mm steel, Al), forming hollow, multi-flange profiles (e.g., solar mounting rails ( Unistruct Channel Machine)).
-
Long-Length Consistency: Continuous production ensures full-length profile tolerance ≤ ±0.5mm, ideal for structural components demanding high straightness.
-
-
Press Bending Advantages:
-
Simple Bends in Thick Plate: Suitable for medium-thick plate (3-12mm), producing short bent parts (e.g., shelf brackets, box flanges).
-
Local Stiffening Features: Capable of adding beads, embossments, or louvres via the die for local reinforcement.
-
4. Quality Defects & Cost Comparison
| Metric | Roll Forming | Press Bending |
|---|---|---|
| Common Defects | Edge waviness (longitudinal unevenness), section twist | Springback deviation, corner thinning, cracks |
| Initial Cost | High (custom roll sets + production line) | Low (universal press + modular tooling) |
| Per-Piece Cost | Very low (at high volumes) | Moderate (dependent on manual setup) |
| Typical App. | Profiles >100,000 meters/year (e.g., window frames) | Low-volume custom parts (e.g., machinery housings) |
Case: Roll forming Al-Li aircraft profiles requires controlled roll gap (e.g., X=81mm, Y=81mm) to prevent plastic failure ⁵. Press bending 8mm flat bar to a tight radius (R<10mm) may require multiple iterations to correct springback.
5. Industry Application Scenarios
-
Roll Forming Preferred Domains:
-
Construction: Metal roofing/wall panels (length>50m), light gauge framing (C-sections).
-
Automotive Manufacturing: Door impact beams, seat slide rails (high consistency requirement).
-
-
Press Bending Suitable Scenarios:
-
Sheet Metal Fabrication: Enclosure, cabinet bending (high-mix, low-volume).
-
Heavy Structures: Bridge connection plates, thick-plate components for construction machinery (thickness>6mm).
-
How to Choose?
-
✅ Choose Roll Forming: When requirements include long lengths, complex cross-sections, very high volumes (e.g., millions/year), and material thickness ≤3mm.
-
✅ Choose Press Bending: When parts are short, involve simple bends, are low/medium volume, or require thick plate (>3mm) and local reinforcement features.
In practice, the processes can be complementary: e.g., using press bending for end flanges before roll forming the main profile. The final selection requires a holistic evaluation of cost, efficiency, material properties, and design complexity.